模具-认识模具基本结构及功能
认识模具基本结构及功能
一、最原始的模具(即模胚)是从模胚厂订购的,一般公司采用的模胚制式主要有以下几种:

二. 基本的结构及功能。
1. 打字码:如图(一)

1) 用途:分清每套模具及每件模的次序。
2) 模胚用10-12mm的字码打上编号,通常打在模胚基准面的对面。
3) 模胚1#板向外,模号打在左遍,模板次序号打在右边,如图所示:
4) 如是“H”型模胚,须在A 板两侧,板仔方两边打上“X”号以作锣码模坑的标识。
2. 码模孔:如图(二)

1) 用途:在啤机上固定模具,加工在面板和底板的正面,须倒斜角。
2) 中心距有三种“7”、“10”、“14”。
3) 中心距为“7”的,嗒牙为M1/2",钻底孔Ф27/64",深度底剩3-5mm。
3. 定位圈(佛兰)螺丝孔:如图(三)

1) 用途:固定定位圈(佛兰);加工在面板正面须倒斜口。
2) 其中心距为88mm(一般情况),嗒牙为Ф1/4"。
4. 疏气孔:如图(四)

1) 用途:疏导边司内的气体以利于开模合模,减少啤机的工作压力,以保证成品达到最佳效果。
2) 加工在面板的底面,边司对应部位。
3) 用Ф5/8"的锣刀锣一条深1.0mm的坑,长度从边司圆范围内锣通到边。
5.码模坑:如图(五)
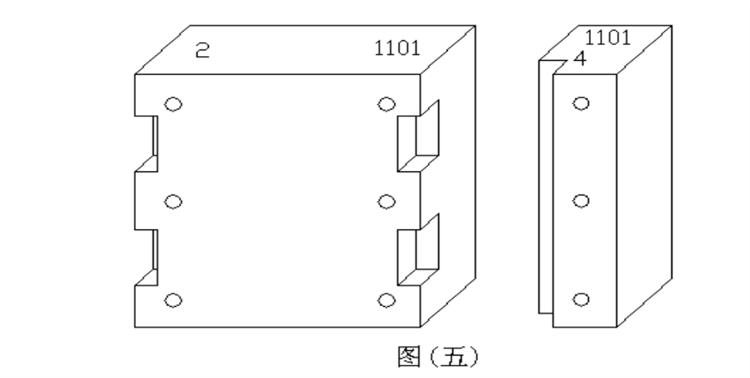
1) 用途:在啤塑时作固定模具。
2) 其宽度与深度是25X25mm,须倒斜口。
3) 加工在2#板(A板),背面的码模坑长度尽长,但不可穿边司,注意亦不可穿模胚原螺丝孔.
4) 加工在凳仔方码模坑要直通过,如要求加工码模坑的凳仔方的位置通常打在“x”标志。如图(五)
6. 橇模坑:如图(六)

1) 用途:方便撬开模具。
2) 加工在3#模(B板)的正面,通常在模胚两个角呈45°或在模胚两边用飞刀加工。
3) 深度为5-6mm。
7. 弹弓孔:如图(七)

1) 用途:装上弹弓后顶针板回复惯性动力.
2) 加工在B板(3#)背面和顶针板(前板)穿,边倒斜口.
3) 直径型号有Ф1"、Ф3/2"、Ф2"等.
4) 深度为20-35mm不等(按要求做)
8. 顶棍孔:如图(八)

1) 用途:啤塑时机械顶出啤件.
2) 加工在5#板(底板钻穿)两边倒斜角
3) 大小规格一般为Ф32-Ф38mm.
4) 当5#板高度≤400mm时钻1个孔,当高度≥450mm时(含)钻3个孔.
9. 垃圾钉孔.如图(九)

1) 用途:装上垃圾钉,防止顶针后板大面积接触底板,而有杂物
垫高时,导至顶针复不到位.
2) 加工在顶针后板,须倒斜角.
3) 钻孔一般为Ф8.0mm,最好拿垃圾钉试一试,较紧为宜.
4) 一般直方向为2-4个,横向为2个,较小横向不用钻.
10. 常用锣丝杯头孔(两边倒斜角):如图(十)

1) 用途:固定模哥或工件等.
2) 规格:杯头深度一般为平面到杯头面2.0mm.

11. 常用牙(须倒斜角)(如图十一)

1) 用途:固定内模或工件等.
2) 一般规律:设螺丝牙为M ,钻底孔直径为a,那以a=0.85M
3) 一般钻孔深度为所攻牙能旋进10-12个为准,前面避空3.0mm左右.
12. 撑头孔(两面须倒斜角)(如图十二)

1) 用途:避空撑头,撑头作用是最大限度地防止模具在啤塑过程中变形.
2) 将顶针板与顶钉后板合起来加工.
3) 撑头一端要钻孔攻牙,一般攻牙大小为Ф6.0,或M8.0
4) 撑头孔直径比撑头直径大2.0mm,做避空位.
13. 唧咀孔(常用模胚型号)如图(十三)

1) 用途:装嵌唧咀.
2) 标准唧咀型号有:Ф1/2",Ф5/8",Ф3/4"唧咀头统一厚度为15mm,大端直径Ф40mm.
3) 一般将唧咀头加工在A板上,并做管位.
14. 胶圈位(常用):如图(十四)

1) 用途:装嵌胶圈,其作用是防止模具在啤塑中运水渗漏.
2) 一般加工在A.B板的框底,常用的型号有Ф3/8",Ф1/2", Ф5/8", Ф3/4"等.
3) 其深度标准是,将胶圈放入胶圈位后,胶圈高出框底面0.5-0.6mm.
15. 顶针孔、顶针头孔。
1) 用途:顶针孔是避空顶针,顶针沉头孔是固定顶针的高度同方向。
2) B板(3#板)的顶针孔比该孔用的顶针大0.8mm。顶针板的顶针孔比该孔用的顶针大0.4mm。
3) 顶针沉头孔的直径是比该孔用的顶针头大0.4mm或0.8mm.
4) 顶针沉头深度标准应是刚好平顶针板面。
16.运水牙
1) 用途:啤塑时装运水。
2) 运水牙有专用的水喉牙.一般用1/2其钻底孔为Ф11.5mm.
3) 特殊情况下有快速接头如图(十五)


